How Running Shoes are Made
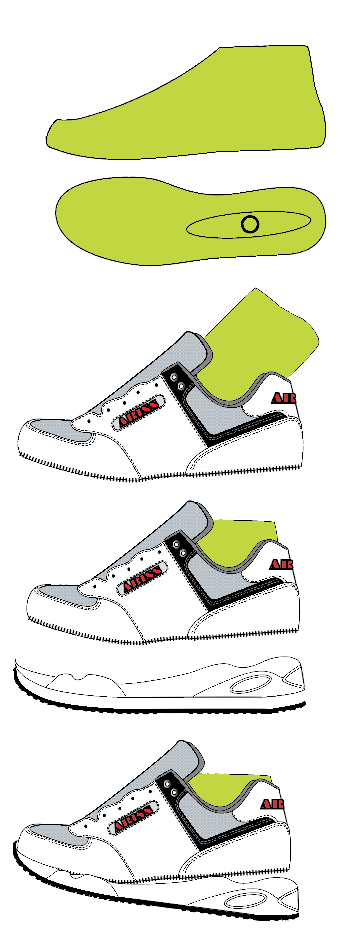
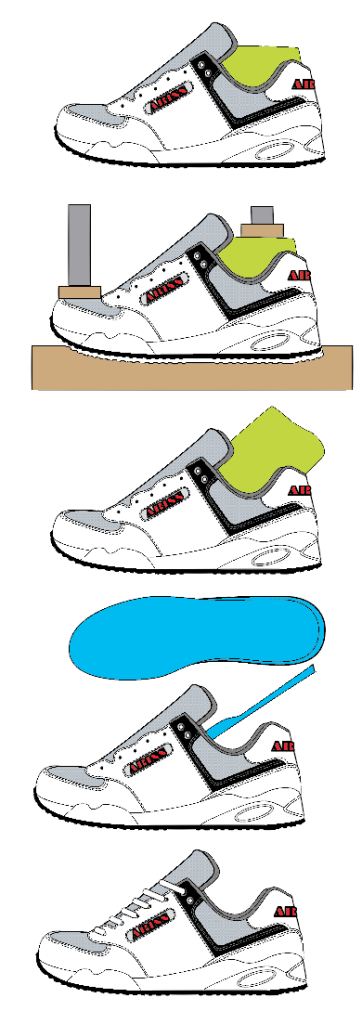
 All running shoes are made by the cold cement construction process. If you want to learn how to design shoes you need to know this basic shoe making process. Cold cement is the modern updated style of shoe construction. Due to the low temperatures required for bonding the upper to the shoe sole, it allows the use of modern lightweight plastic, foam and mesh materials. Every modern high performance running shoe is made by this cold cement process.
All running shoes are made by the cold cement construction process. If you want to learn how to design shoes you need to know this basic shoe making process. Cold cement is the modern updated style of shoe construction. Due to the low temperatures required for bonding the upper to the shoe sole, it allows the use of modern lightweight plastic, foam and mesh materials. Every modern high performance running shoe is made by this cold cement process.
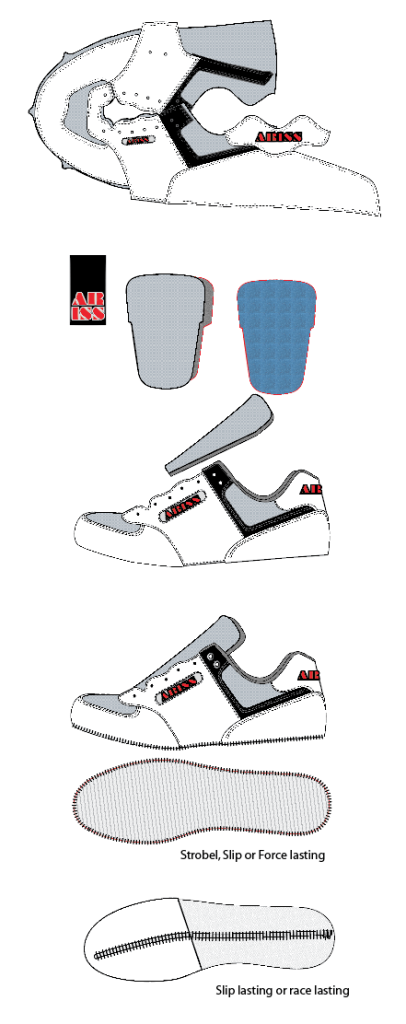
Running Shoe Upper Stitching Process:
 What are the best materials for running shoes? Most running shoes are constructed with breathable knit Polyester or Nylon mesh. Knit fabric allow the material to smoothly follow the last curves. Running shoe uppers often with PU leather reinforcements. Pu or synthetic leathers are great for running shoes as they have some stretch and are damaged by water. The classic running shoe is made from suede with some mesh inserts. While suede is comfortable and conforming, it’s not weather resistant and it’s very heavy when wet.
What are the best materials for running shoes? Most running shoes are constructed with breathable knit Polyester or Nylon mesh. Knit fabric allow the material to smoothly follow the last curves. Running shoe uppers often with PU leather reinforcements. Pu or synthetic leathers are great for running shoes as they have some stretch and are damaged by water. The classic running shoe is made from suede with some mesh inserts. While suede is comfortable and conforming, it’s not weather resistant and it’s very heavy when wet.
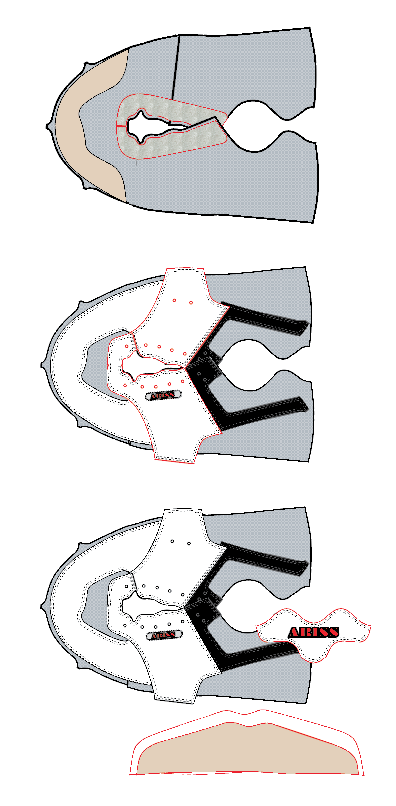
 The pattern parts for the shoe are made into steel cutting dies. A cutting die is required for every part and every size. Each shoe part is cut from rolls of fabric or from leather hides. Fabric parts may be layered so many can be cut at the same time. Leather parts must be cut one by one to avoid having scars or other imperfections in the leather show on the final product.
The pattern parts for the shoe are made into steel cutting dies. A cutting die is required for every part and every size. Each shoe part is cut from rolls of fabric or from leather hides. Fabric parts may be layered so many can be cut at the same time. Leather parts must be cut one by one to avoid having scars or other imperfections in the leather show on the final product.
The factories cutting department cuts all the parts for each running shoe, then gathers the parts into kits. One kit for each pair of shoes. After several hundred or even 1000 kits are complete they are passed to the stitching department for assembly.